支承环是快堆堆容器的标志性大锻件,直径达15.4米,承载着整个堆容器及堆内构件5600t的重量,并承受高温钠冲刷、剪切等复杂应力条件,对材料的均质性和缺陷水平有极高要求,设计上提出采用整锻方法制造。若采用传统的“以大制大”工艺,即先冶铸钢锭再锻造,则需要150t以上的不锈钢钢锭,然而,由于316KD不锈钢粘度大、导热系数低,大截面钢锭极易产生偏析和缩孔等冶金缺陷。目前世界上最大的奥氏体不锈钢钢锭仅为50t,无法满足整锻支承环需求。为解决这一问题,金属所团队提出采用构筑成形方法制造整锻式的15.4m巨型支并承环,该方法以均质化连铸坯为基元,经表面加工与清洁,组坯后真空封焊,在高温下实施大变形,将多块板坯冶金连接为一体,然后再进行成形,制备均质化大锻件。
目前,采用构筑成形方法,已成功试制φ2m支承环缩比件,并对其组织、性能进行了评价。结果表明:锻件具有均匀、稳定的冲击韧性和拉伸性能,且具有良好的疲劳性能,支承环的平均晶粒度大于3级,满足反应堆容器大型锻件的组织性能要求。后续工作中,将进一步采用构筑成形方法完成φ5m和φ15.4m支承环的制造。
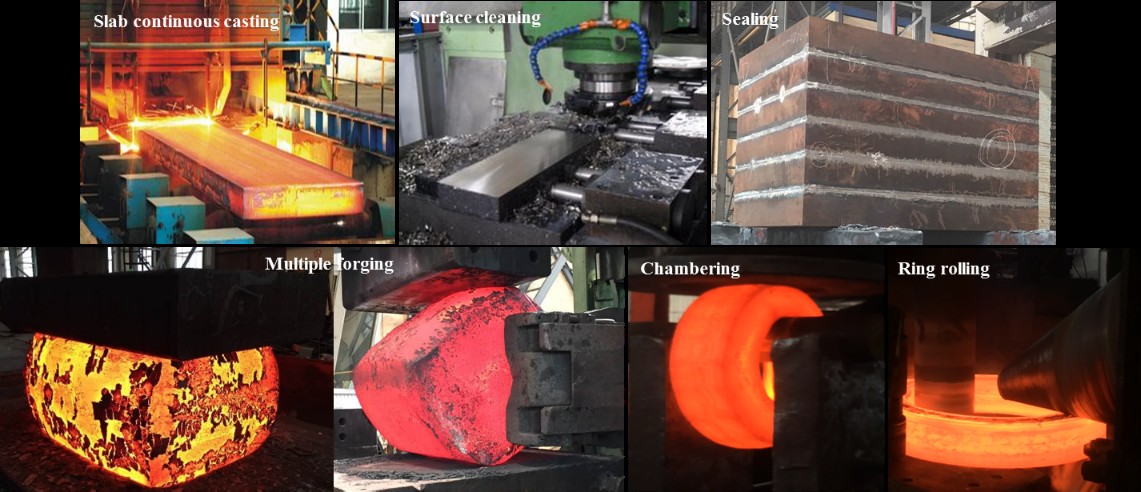
Fig.1 Manufacture process of support ring (φ=2m)by metal building technology
材料加工模拟研究部 Copyright© 2017 辽ICP备05005387号-9